

|
|
| MOQ: | 700 kg |
| Cena £: | USD2.1~3.5/kg |
| standardowe opakowanie: | Palety |
| Okres dostawy: | To zależy od zamówionej ilości. |
| metoda płatności: | przez T / T lub L / C, Western Union |
| Wydajność dostaw: | 10000 ton rocznie |

Szczegółowy opis:
Materiał : stal stopowa Cr-Mo;
Poziom jakości: zgodnie z normami krajowymi i międzynarodowymi.
Proces produkcyjny: proces piaskowy
Cechy szczególne:
1. Materiałem wkładek młyna SAG jest stal stopowa Cr-Mo o niskiej C lub wysokiej C, która zależy od konkretnych warunków pracy młyna SAG.
2. Twardość AS2074 L2B wynosi HB310-HB380.
3. Możemy wykonać duże odlewy wkładek do młynów SAG za pomocą procesu obróbki piaskiem krzemianu sodu i piaskiem żywicznym.
4. Możemy dostarczyć odlewy wkładek walcowych SAG ze stali stopowej z odpowiednim procesem obróbki cieplnej.
5. Możemy produkować odlewy ze stali stopowej Cr-Mo SAG Mill zgodnie z AS2074 L2B, L2C, GB / T 26651-2011.
6. Struktura metalograficzna stali AS2074 L2B jest perlityczna.
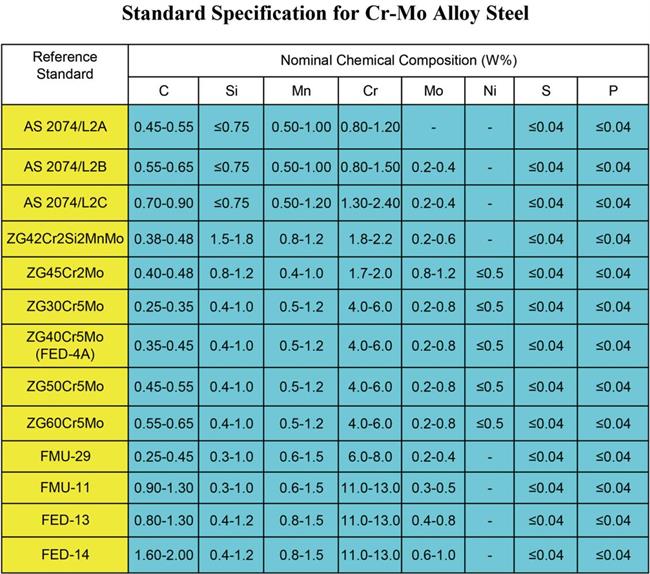
7. Skład chemiczny
| Gatunek materiału | do | Si | Mn | P. | S. | Cr | Mo |
| AS2074 L2B | 0,55–0,65 | <0,75 | 0,50–1,00 | <0,06 | <0,06 | 0,80–1,50 | 0,20–0,40 |
| AS 2074 L2C | 0,70–0,90 | <0,75 | 0,50–1,20 | <0,06 | <0,06 | 1,30–2,40 | 0,20–0,40 |
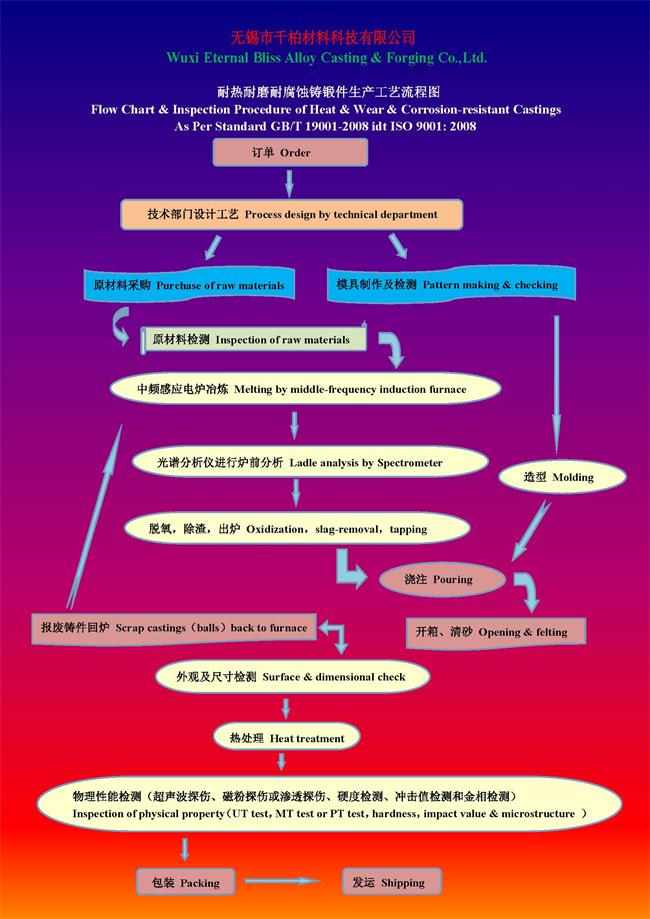
Proces produkcji
Krok 1: Otrzymywanie zamówień.
Krok 2: Opracowanie projektu przez dział techniczny
Krok 3: Zakup surowców oraz tworzenie i sprawdzanie wzorów
Krok 4: Kontrola surowców
Krok 5: Topienie w piecach indukcyjnych średniej częstotliwości
Krok 6: Analiza kadzi za pomocą spektrometru
Krok 7: Odtlenianie, usuwanie żużla, spuszczanie
Krok 8: Wylewanie
Krok 9: Otwieranie i filtrowanie
Krok 10: Kontrola powierzchni i wymiarów
Krok 11: Obróbka cieplna
Krok 12: Kontrola właściwości fizycznych (test UT, test MT, twardość, wartość udarności µstruktura)
Krok 13: Pakowanie
Krok 14: Wysyłka

1. 18-letnie doświadczenie w odlewnictwie.
2. Przyjazna i wysoce wydajna komunikacja techniczna i handlowa.
3. Profesjonalne praktyki eksportowe: Wyeksportowałem do +60 krajów zamorskich.
Nasze targi 
Nasze stoisko nr 14-A29-5 w Newcast 2015, Niemcy
Pawilon 14, stoisko nr A29-5.
Skontaktuj się z nami, aby uzyskać dodatkowe informacje na temat produktów i usług:
Mr.John Liu
Menadżer projektu
Tel .: 0086–188 0059 6372
Faks: 0086-510-6879 2172
E-mail: cast@ebcasting.com ; ebcastings@163.com
Identyfikator Skype: julia.zhu26
QQ: 217039 6403
www.ebcastings.com
Eternal Bliss Alloy Casting & Forging Co., LTD.
Dodaj .: J-Sci-Tech Park, Binhu District, Wuxi, 214122, Jiangsu, Chiny
|
|
| MOQ: | 700 kg |
| Cena £: | USD2.1~3.5/kg |
| standardowe opakowanie: | Palety |
| Okres dostawy: | To zależy od zamówionej ilości. |
| metoda płatności: | przez T / T lub L / C, Western Union |
| Wydajność dostaw: | 10000 ton rocznie |
Szczegółowy opis:
Materiał : stal stopowa Cr-Mo;
Poziom jakości: zgodnie z normami krajowymi i międzynarodowymi.
Proces produkcyjny: proces piaskowy
Cechy szczególne:
1. Materiałem wkładek młyna SAG jest stal stopowa Cr-Mo o niskiej C lub wysokiej C, która zależy od konkretnych warunków pracy młyna SAG.
2. Twardość AS2074 L2B wynosi HB310-HB380.
3. Możemy wykonać duże odlewy wkładek do młynów SAG za pomocą procesu obróbki piaskiem krzemianu sodu i piaskiem żywicznym.
4. Możemy dostarczyć odlewy wkładek walcowych SAG ze stali stopowej z odpowiednim procesem obróbki cieplnej.
5. Możemy produkować odlewy ze stali stopowej Cr-Mo SAG Mill zgodnie z AS2074 L2B, L2C, GB / T 26651-2011.
6. Struktura metalograficzna stali AS2074 L2B jest perlityczna.
7. Skład chemiczny
| Gatunek materiału | do | Si | Mn | P. | S. | Cr | Mo |
| AS2074 L2B | 0,55–0,65 | <0,75 | 0,50–1,00 | <0,06 | <0,06 | 0,80–1,50 | 0,20–0,40 |
| AS 2074 L2C | 0,70–0,90 | <0,75 | 0,50–1,20 | <0,06 | <0,06 | 1,30–2,40 | 0,20–0,40 |
Proces produkcji
Krok 1: Otrzymywanie zamówień.
Krok 2: Opracowanie projektu przez dział techniczny
Krok 3: Zakup surowców oraz tworzenie i sprawdzanie wzorów
Krok 4: Kontrola surowców
Krok 5: Topienie w piecach indukcyjnych średniej częstotliwości
Krok 6: Analiza kadzi za pomocą spektrometru
Krok 7: Odtlenianie, usuwanie żużla, spuszczanie
Krok 8: Wylewanie
Krok 9: Otwieranie i filtrowanie
Krok 10: Kontrola powierzchni i wymiarów
Krok 11: Obróbka cieplna
Krok 12: Kontrola właściwości fizycznych (test UT, test MT, twardość, wartość udarności µstruktura)
Krok 13: Pakowanie
Krok 14: Wysyłka
1. 18-letnie doświadczenie w odlewnictwie.
2. Przyjazna i wysoce wydajna komunikacja techniczna i handlowa.
3. Profesjonalne praktyki eksportowe: Wyeksportowałem do +60 krajów zamorskich.
Nasze targi
Nasze stoisko nr 14-A29-5 w Newcast 2015, Niemcy
Pawilon 14, stoisko nr A29-5.
Skontaktuj się z nami, aby uzyskać dodatkowe informacje na temat produktów i usług:
Mr.John Liu
Menadżer projektu
Tel .: 0086–188 0059 6372
Faks: 0086-510-6879 2172
E-mail: cast@ebcasting.com ; ebcastings@163.com
Identyfikator Skype: julia.zhu26
QQ: 217039 6403
www.ebcastings.com
Eternal Bliss Alloy Casting & Forging Co., LTD.
Dodaj .: J-Sci-Tech Park, Binhu District, Wuxi, 214122, Jiangsu, Chiny


