


|
| MOQ: | 30 kg |
| Cena £: | USD13~85/kg |
| standardowe opakowanie: | Palety |
| Okres dostawy: | To zależy od zamówionej ilości. |
| metoda płatności: | przez T / T lub L / C, Western Union |
| Wydajność dostaw: | 5000 ton rocznie |
Hastelloy C276 Stal nierdzewna Profesjonalny odlew stopów na bazie niklu do sprzętu morskiego EB3532

Monel jest powszechnym oznaczeniem grupy odlewów na bazie niklu i stopów niklu, głównie składających się z niklu i miedzi, z niewielkimi ilościami żelaza, manganu, węgla i krzemu. Silniejsze niż czysty nikiel stopy Monelu są odporne na korozję przez wiele czynników, w tym szybko płynącą wodę morską. W porównaniu do stali Monel jest bardzo trudny w obróbce, ponieważ bardzo szybko twardnieje. Należy go obrócić i pracować z niskimi prędkościami i niskimi prędkościami posuwu.
Poziom jakości: zgodnie z normami krajowymi i międzynarodowymi.
Dostępne rozmiary: zgodnie z rysunkami.
Obszar zastosowania: gniazdo zaworu, tuleja łożyskowa, wał pompy, pierścień uszczelniający, uszczelka gazowa, tuleja łożyskowa, tłoczniki na gorąco, łopatka turbiny parowej, przemysł spożywczy, brama zaworu, płyta zaworów, pierścień gniazda zaworu, przemysł dentystyczny.
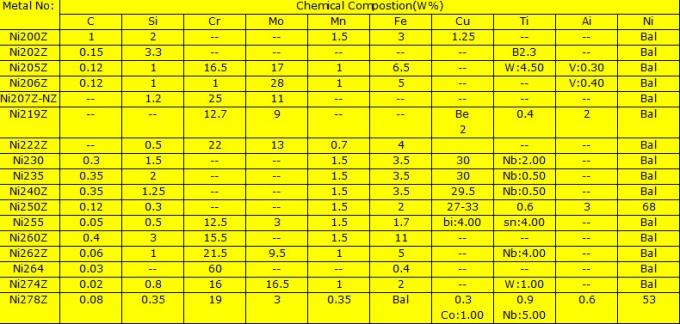
Gatunek materiału:
Spawanie spawalnicze (PW)
Służy do osadzania stopów na bazie niklu i węglików, nadaje się również do stopów kobaltu, specjalnie zmodyfikowanych w postaci proszku. Proces nadaje się do obróbki większości stali, kosztownego żelaza, bazy niklowej i niektórych stopów miedzi.
Zastosowane proszki nakłada się w niższych temperaturach niż pręt, a proces ten jest idealny do zastosowań takich jak wąskie perełki lub narosty krawędzi, aby zapewnić małe odporne na zużycie obszary oraz do napawania żeliwa. Niższa temperatura powoduje nieznacznie mniejsze skalowanie i zniekształcenie niż w przypadku aplikacji prętowych.
Spray And Fuse (SF)
---- Proces powlekania natryskowego ultradźwiękowego
Rozpylanie i bezpiecznik to proces dwuetapowy, w którym stop proszku jest natryskiwany na miejsce za pomocą rozpylacza płomieniowego, a następnie łączony z palnikiem tlenowo-acetylenowym lub podobnym lub w piecu próżniowym. W procesie stosuje się specjalnie zmodyfikowane stopy bazowe kobaltu i niklu oraz węgliki zawierające proszki, osadzając gładkie, cienkie (od 1 mm do 3 mm) warstwy stopów cobalt alloy lub DELORO, metalurgicznie związane z podłożem.
Natryskiwanie plazmowe
Natryskiwanie plazmowe jest odpowiednie dla większości stopów na bazie kobaltu, niklu i żelaza, a także bardzo szerokiej gamy materiałów ceramicznych, kompozytów i węglików. Proces ten można zastosować do większości materiałów, które można przygotować przez śrutowanie. Osady są cienkie (0,1 mm do 0,2 mm), o wysokiej gęstości (zbliżone do 99% w przypadku nowszych urządzeń plazmowych o wysokiej energii), a ponieważ podłoże jest tylko nieznacznie nagrzane, można je nakładać z minimalnym zniekształceniem. Powłoki nie są jednak nakładkami zgrzewanymi i są jedynie mechanicznie związane z podłożem.
Tabela 1: Standardowe stopy niklu
Spawanie nakładki ze stopu stellitu
| Hastelloy C22® (UNS N06022) (maks.) | |||||||||||
| do | MN | P. | S. | Si | Cr | Ni | Mo | WSPÓŁ | Fe | W. | V. |
| 0,015 | 0,5 | 0,02 | 0,02 | 0,08 | 20,0–22,5 | Bal. | 12,5–14,5 | 2.5 | 2,0–6,0 | 2,5–3,5 | 0,35 |
| Hastelloy C276® (UNS N10276) (maks.) | |||||||||||
| do | MN | P. | S. | Si | Cr | Ni | Mo | WSPÓŁ | Fe | W. | V. |
| 0,01 | 1 | 0,04 | 0,03 | 0,08 | 14,5-16,5 | Bal. | 15.0-17.0 | 2.5 | 4.0–7.0 | 3,0–4,5 | 0,35 |
| Hastelloyx® (UNS N06002) (maks.) | |||||||||||
| do | MN | P. | S. | Si | Cr | Ni | Mo | WSPÓŁ | Fe | W. | inny |
| 0,05-0,15 | 1 | 0,04 | 0,03 | 1 | 20,5–23,0 | Bal. | 8,0–10,0 | 0,5–2,5 | 17,0–20,0 | 0,2–1,0 | / |
Monel 400® (UNS NO4400) (maks.)  | |||||||||||
| do | MN | S. | Si | Ni | Cu | Fe | |||||
| 0,3 | 2) | 0,024 | 0,5 | 63 min | 28–34 | 2.5 | |||||
Monel M400® (UNS NO4400) (maks.)  | |||||||||||
| do | MN | S. | Si | Ni | Cu | Fe | |||||
| 0,3 | 2) | 0,024 | 0,5 | 63–70 | 28–34 | 2.5 | |||||
Monel R405® (UNS NO4405) (maks.)  | |||||||||||
| do | MN | S. | Si | Ni | Cu | Fe | |||||
| 0,3 | 2) | 0,025–0,06 | 0,5 | 63,0 min | 28–34 | 2.5 | |||||
Monel K500® (UNS NO5500) (maks.)  | |||||||||||
| do | MN | S. | Si | Ni | Cu | Ti | AI | Fe | |||
| 0,1 | 2) | 0,01 | 0,5 | 63min | 27–33 | 0,86 | 2.3–3.15 | 2) | |||
| Inconel 600 (UNS NO6600) (maks.) | |||||||||||
| do | MN | S. | Si | Cr | Ni | Cu | Fe | ||||
| 0,15 | 1 | 0,015 | 0,5 | 14-17 | 72 min | 0,5 | 6,0–10,0 | ||||
| Inconel 601 (UNS NO6601) (maks.) | |||||||||||
| do | MN | Si | Cr | Ni | WSPÓŁ | AI | Fe | ||||
| 0,05 | 0,3 | 0.2 | 22,5 | 61,5 min | 5 | 1.4 | 14.1 | ||||
| Inconel 718 (UNS NO7718) (maks.) | |||||||||||
| Cr | Ni | Mo | WSPÓŁ | Cb + Ta | Ti | AI | Fe | ||||
| 19 | 52,5 min | 3.05 | 5 | 5.13 | 0,9 | 0,5 | 18,5 | ||||
| Analiza chemiczna Incoloy 800® uns (N08800) | |||||||||||
| do | Cr | Ni | Ti | AI | Fe | Ziarno | |||||
| 0,1 maks | 19,0–23,0 | 30,0–35,0 | 0,15-0,6 | 0,15-0,6 | 39,5 min | / | |||||
| Incoloy800H® UNS (N08810) | |||||||||||
| do | Cr | Ni | Ti | AI | Fe | Ziarno | |||||
| 0,05–0,1 | 19,0–23,0 | 30,0–35,0 | 0,15-0,60 | 0,15-0,60 | 39,5 min | 5 lub grubszy | |||||
| Incoloy800HT® UNS (N08811) | |||||||||||
| do | Cr | Ni | Ti | AI | Fe | Ziarno | |||||
| 0,06–0,10 | 19,0–23,0 | 30,0–35,0 | 0,25–0,60 | 0,25–0,60 | 39,5 min | 5 lub grubszy | |||||
Krok 1: Otrzymywanie zamówień.
Krok 2: Opracowanie projektu przez dział techniczny
Krok 3: Zakup surowców oraz tworzenie i sprawdzanie wzorów
Krok 4: Kontrola surowców
Krok 5: Topienie w piecach indukcyjnych średniej częstotliwości
Krok 6: Analiza kadzi za pomocą spektrometru
Krok 7: Odtlenianie, usuwanie żużla, spuszczanie
Krok 8: Wylewanie
Krok 9: Otwieranie i filtrowanie
Krok 10: Kontrola powierzchni i wymiarów
Krok 11: Obróbka cieplna
Krok 12: Kontrola właściwości fizycznych (test UT, test MT, twardość, wartość udarności µstruktura)
Krok 13: Pakowanie
Krok 14: Wysyłka

1. 18-letnie doświadczenie w odlewnictwie.
2. Przyjazna i wysoce wydajna komunikacja techniczna i handlowa.
3. Profesjonalne praktyki eksportowe: Wyeksportowałem do +60 krajów zamorskich.
Nasze targi 
Nasze stoisko nr 14-A29-5 w Newcast 2015, Niemcy
Pawilon 14, stoisko nr A29-5.
Skontaktuj się z nami, aby uzyskać dodatkowe informacje na temat produktów i usług:
Mr.John Liu
Menadżer projektu
Komórka: 0086-130 930 23772 (What's App)
Tel .: 0086–188 0059 6372
Faks: 0086-510-6879 2172
E-mail: cast@ebcasting.com ; ebcastings@163.com
Identyfikator Skype: julia.zhu26
QQ: 217039 6403
Eternal Bliss Alloy Casting & Forging Co., LTD.
Dodaj .: J-Sci-Tech Park, Binhu District, Wuxi, 214122, Jiangsu, Chiny
|
|
| MOQ: | 30 kg |
| Cena £: | USD13~85/kg |
| standardowe opakowanie: | Palety |
| Okres dostawy: | To zależy od zamówionej ilości. |
| metoda płatności: | przez T / T lub L / C, Western Union |
| Wydajność dostaw: | 5000 ton rocznie |
Hastelloy C276 Stal nierdzewna Profesjonalny odlew stopów na bazie niklu do sprzętu morskiego EB3532
Monel jest powszechnym oznaczeniem grupy odlewów na bazie niklu i stopów niklu, głównie składających się z niklu i miedzi, z niewielkimi ilościami żelaza, manganu, węgla i krzemu. Silniejsze niż czysty nikiel stopy Monelu są odporne na korozję przez wiele czynników, w tym szybko płynącą wodę morską. W porównaniu do stali Monel jest bardzo trudny w obróbce, ponieważ bardzo szybko twardnieje. Należy go obrócić i pracować z niskimi prędkościami i niskimi prędkościami posuwu.
Poziom jakości: zgodnie z normami krajowymi i międzynarodowymi.
Dostępne rozmiary: zgodnie z rysunkami.
Obszar zastosowania: gniazdo zaworu, tuleja łożyskowa, wał pompy, pierścień uszczelniający, uszczelka gazowa, tuleja łożyskowa, tłoczniki na gorąco, łopatka turbiny parowej, przemysł spożywczy, brama zaworu, płyta zaworów, pierścień gniazda zaworu, przemysł dentystyczny.
Gatunek materiału:
Spawanie spawalnicze (PW)
Służy do osadzania stopów na bazie niklu i węglików, nadaje się również do stopów kobaltu, specjalnie zmodyfikowanych w postaci proszku. Proces nadaje się do obróbki większości stali, kosztownego żelaza, bazy niklowej i niektórych stopów miedzi.
Zastosowane proszki nakłada się w niższych temperaturach niż pręt, a proces ten jest idealny do zastosowań takich jak wąskie perełki lub narosty krawędzi, aby zapewnić małe odporne na zużycie obszary oraz do napawania żeliwa. Niższa temperatura powoduje nieznacznie mniejsze skalowanie i zniekształcenie niż w przypadku aplikacji prętowych.
Spray And Fuse (SF)
---- Proces powlekania natryskowego ultradźwiękowego
Rozpylanie i bezpiecznik to proces dwuetapowy, w którym stop proszku jest natryskiwany na miejsce za pomocą rozpylacza płomieniowego, a następnie łączony z palnikiem tlenowo-acetylenowym lub podobnym lub w piecu próżniowym. W procesie stosuje się specjalnie zmodyfikowane stopy bazowe kobaltu i niklu oraz węgliki zawierające proszki, osadzając gładkie, cienkie (od 1 mm do 3 mm) warstwy stopów cobalt alloy lub DELORO, metalurgicznie związane z podłożem.
Natryskiwanie plazmowe
Natryskiwanie plazmowe jest odpowiednie dla większości stopów na bazie kobaltu, niklu i żelaza, a także bardzo szerokiej gamy materiałów ceramicznych, kompozytów i węglików. Proces ten można zastosować do większości materiałów, które można przygotować przez śrutowanie. Osady są cienkie (0,1 mm do 0,2 mm), o wysokiej gęstości (zbliżone do 99% w przypadku nowszych urządzeń plazmowych o wysokiej energii), a ponieważ podłoże jest tylko nieznacznie nagrzane, można je nakładać z minimalnym zniekształceniem. Powłoki nie są jednak nakładkami zgrzewanymi i są jedynie mechanicznie związane z podłożem.
Tabela 1: Standardowe stopy niklu
Spawanie nakładki ze stopu stellitu
| Hastelloy C22® (UNS N06022) (maks.) | |||||||||||
| do | MN | P. | S. | Si | Cr | Ni | Mo | WSPÓŁ | Fe | W. | V. |
| 0,015 | 0,5 | 0,02 | 0,02 | 0,08 | 20,0–22,5 | Bal. | 12,5–14,5 | 2.5 | 2,0–6,0 | 2,5–3,5 | 0,35 |
| Hastelloy C276® (UNS N10276) (maks.) | |||||||||||
| do | MN | P. | S. | Si | Cr | Ni | Mo | WSPÓŁ | Fe | W. | V. |
| 0,01 | 1 | 0,04 | 0,03 | 0,08 | 14,5-16,5 | Bal. | 15.0-17.0 | 2.5 | 4.0–7.0 | 3,0–4,5 | 0,35 |
| Hastelloyx® (UNS N06002) (maks.) | |||||||||||
| do | MN | P. | S. | Si | Cr | Ni | Mo | WSPÓŁ | Fe | W. | inny |
| 0,05-0,15 | 1 | 0,04 | 0,03 | 1 | 20,5–23,0 | Bal. | 8,0–10,0 | 0,5–2,5 | 17,0–20,0 | 0,2–1,0 | / |
| Monel 400® (UNS NO4400) (maks.) | |||||||||||
| do | MN | S. | Si | Ni | Cu | Fe | |||||
| 0,3 | 2) | 0,024 | 0,5 | 63 min | 28–34 | 2.5 | |||||
| Monel M400® (UNS NO4400) (maks.) | |||||||||||
| do | MN | S. | Si | Ni | Cu | Fe | |||||
| 0,3 | 2) | 0,024 | 0,5 | 63–70 | 28–34 | 2.5 | |||||
| Monel R405® (UNS NO4405) (maks.) | |||||||||||
| do | MN | S. | Si | Ni | Cu | Fe | |||||
| 0,3 | 2) | 0,025–0,06 | 0,5 | 63,0 min | 28–34 | 2.5 | |||||
| Monel K500® (UNS NO5500) (maks.) | |||||||||||
| do | MN | S. | Si | Ni | Cu | Ti | AI | Fe | |||
| 0,1 | 2) | 0,01 | 0,5 | 63min | 27–33 | 0,86 | 2.3–3.15 | 2) | |||
| Inconel 600 (UNS NO6600) (maks.) | |||||||||||
| do | MN | S. | Si | Cr | Ni | Cu | Fe | ||||
| 0,15 | 1 | 0,015 | 0,5 | 14-17 | 72 min | 0,5 | 6,0–10,0 | ||||
| Inconel 601 (UNS NO6601) (maks.) | |||||||||||
| do | MN | Si | Cr | Ni | WSPÓŁ | AI | Fe | ||||
| 0,05 | 0,3 | 0.2 | 22,5 | 61,5 min | 5 | 1.4 | 14.1 | ||||
| Inconel 718 (UNS NO7718) (maks.) | |||||||||||
| Cr | Ni | Mo | WSPÓŁ | Cb + Ta | Ti | AI | Fe | ||||
| 19 | 52,5 min | 3.05 | 5 | 5.13 | 0,9 | 0,5 | 18,5 | ||||
| Analiza chemiczna Incoloy 800® uns (N08800) | |||||||||||
| do | Cr | Ni | Ti | AI | Fe | Ziarno | |||||
| 0,1 maks | 19,0–23,0 | 30,0–35,0 | 0,15-0,6 | 0,15-0,6 | 39,5 min | / | |||||
| Incoloy800H® UNS (N08810) | |||||||||||
| do | Cr | Ni | Ti | AI | Fe | Ziarno | |||||
| 0,05–0,1 | 19,0–23,0 | 30,0–35,0 | 0,15-0,60 | 0,15-0,60 | 39,5 min | 5 lub grubszy | |||||
| Incoloy800HT® UNS (N08811) | |||||||||||
| do | Cr | Ni | Ti | AI | Fe | Ziarno | |||||
| 0,06–0,10 | 19,0–23,0 | 30,0–35,0 | 0,25–0,60 | 0,25–0,60 | 39,5 min | 5 lub grubszy | |||||
Krok 1: Otrzymywanie zamówień.
Krok 2: Opracowanie projektu przez dział techniczny
Krok 3: Zakup surowców oraz tworzenie i sprawdzanie wzorów
Krok 4: Kontrola surowców
Krok 5: Topienie w piecach indukcyjnych średniej częstotliwości
Krok 6: Analiza kadzi za pomocą spektrometru
Krok 7: Odtlenianie, usuwanie żużla, spuszczanie
Krok 8: Wylewanie
Krok 9: Otwieranie i filtrowanie
Krok 10: Kontrola powierzchni i wymiarów
Krok 11: Obróbka cieplna
Krok 12: Kontrola właściwości fizycznych (test UT, test MT, twardość, wartość udarności µstruktura)
Krok 13: Pakowanie
Krok 14: Wysyłka
1. 18-letnie doświadczenie w odlewnictwie.
2. Przyjazna i wysoce wydajna komunikacja techniczna i handlowa.
3. Profesjonalne praktyki eksportowe: Wyeksportowałem do +60 krajów zamorskich.
Nasze targi
Nasze stoisko nr 14-A29-5 w Newcast 2015, Niemcy
Pawilon 14, stoisko nr A29-5.
Skontaktuj się z nami, aby uzyskać dodatkowe informacje na temat produktów i usług:
Mr.John Liu
Menadżer projektu
Komórka: 0086-130 930 23772 (What's App)
Tel .: 0086–188 0059 6372
Faks: 0086-510-6879 2172
E-mail: cast@ebcasting.com ; ebcastings@163.com
Identyfikator Skype: julia.zhu26
QQ: 217039 6403
Eternal Bliss Alloy Casting & Forging Co., LTD.
Dodaj .: J-Sci-Tech Park, Binhu District, Wuxi, 214122, Jiangsu, Chiny

