


|
| MOQ: | 5 sztuk |
| Cena £: | USD40~60/kg |
| standardowe opakowanie: | Palety |
| Okres dostawy: | To zależy od zamówionej ilości. |
| metoda płatności: | przez T / T lub L / C |
| Wydajność dostaw: | 5000 ton rocznie |
Odlew kuty ze stopu niklu i stali nierdzewnej EB3541 
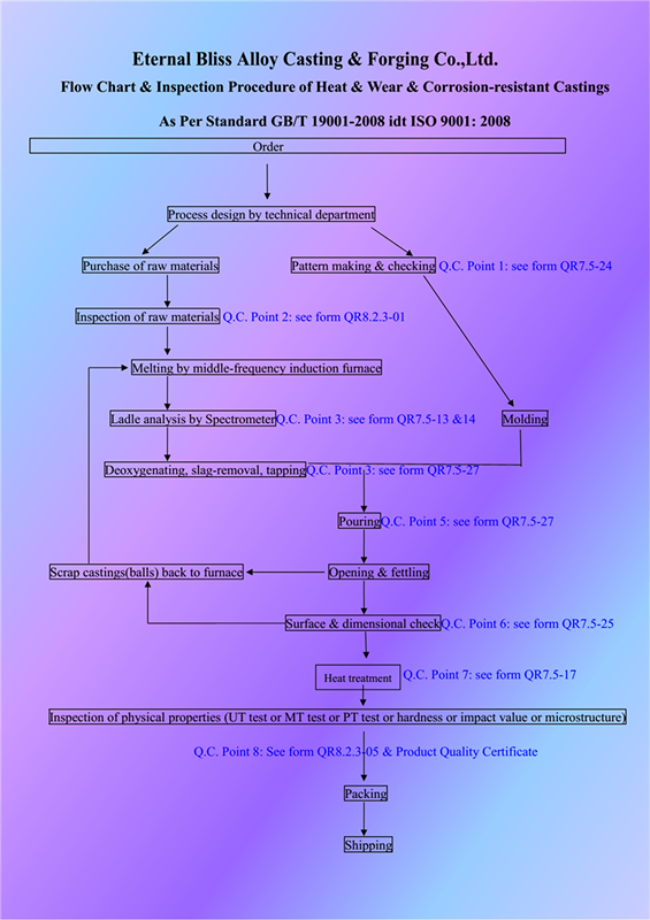
Wykorzystanie różnych pieców indukcyjnych średniej częstotliwości i pieców VOD o małych wydajnościach zapewnia większą elastyczność produkcji specjalnych odlewów ze stopów oraz minimalne ilości topienia, a tym samym szybkie dostawy do naszych klientów.
Zabezpiecza przed korozją wszystkie obrabiane powierzchnie.
Przedmioty odpowiednio skrzyniowe, aby uniknąć uszkodzenia podczas transportu i przechowywania, jeden przedmiot na skrzynię.
Poziom jakości: zgodnie z normami krajowymi i międzynarodowymi.
Dostępne rozmiary: Dia.50mm - 1500mm.
Obszar zastosowania: przemysł wydobywczy, przemysł zaworów i pomp, przemysł obróbki cieplnej, przemysł metalurgiczny, przemysł cementowy, elektrownie, przemysł naftowy, gazowy.
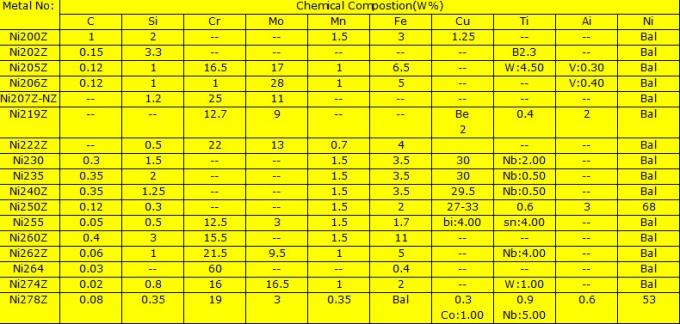
Gatunek materiału:
Spawanie spawalnicze (PW)
Służy do osadzania stopów na bazie niklu i węglików, nadaje się również do stopów kobaltu, specjalnie zmodyfikowanych w postaci proszku. Proces nadaje się do obróbki większości stali, kosztownego żelaza, bazy niklowej i niektórych stopów miedzi.
Zastosowane proszki nakłada się w niższych temperaturach niż pręt, a proces ten jest idealny do zastosowań takich jak wąskie perełki lub narosty krawędzi, aby zapewnić małe odporne na zużycie obszary oraz do napawania żeliwa. Niższa temperatura powoduje nieznacznie mniejsze skalowanie i zniekształcenie niż w przypadku aplikacji prętowych.
Spray And Fuse (SF)
---- Proces powlekania natryskowego ultradźwiękowego
Rozpylanie i bezpiecznik to proces dwuetapowy, w którym stop proszku jest natryskiwany na miejsce za pomocą rozpylacza płomieniowego, a następnie łączony z palnikiem tlenowo-acetylenowym lub podobnym lub w piecu próżniowym. W procesie stosuje się specjalnie zmodyfikowane stopy bazowe kobaltu i niklu oraz węgliki zawierające proszki, osadzając gładkie, cienkie (od 1 mm do 3 mm) warstwy stopów cobalt alloy lub DELORO, metalurgicznie związane z podłożem.
Natryskiwanie plazmowe
Natryskiwanie plazmowe jest odpowiednie dla większości stopów na bazie kobaltu, niklu i żelaza, a także bardzo szerokiej gamy materiałów ceramicznych, kompozytów i węglików. Proces ten można zastosować do większości materiałów, które można przygotować przez śrutowanie. Osady są cienkie (0,1 mm do 0,2 mm), o wysokiej gęstości (zbliżone do 99% w przypadku nowszych urządzeń plazmowych o wysokiej energii), a ponieważ podłoże jest tylko nieznacznie nagrzane, można je nakładać z minimalnym zniekształceniem. Powłoki nie są jednak nakładkami zgrzewanymi i są jedynie mechanicznie związane z podłożem.
Tabela 1: Standardowe stopy bazowe kobaltu i niklu
Spawanie nakładki ze stopu stellitu
| Współ | Cr | do | W. | Mo | Ni | Si | b | Fe | Mn | Inne | |
| cobalt alloy 1 | BAL | 33 | 2,45 | 13 | - | 2,5 * | 1 | - | 2,5 * | 1 | - |
| cobalt alloy 3 | BAL | 31 | 2.5 | 13 | - | 2,5 * | 1 | - | 2,5 * | 1 | - |
| cobalt alloy 4 | BAL | 31,5 | 1 | 14 | - | 2,0 * | 1 | - | 2,0 * | 1 | - |
| BAL | 28 | 1.2 | 5 | - | 3,0 * | 1 | - | 2,5 * | 1 | - | |
| cobalt alloy 12 | BAL | 29 | 1,85 | 9 | - | 2,5 * | 1 | - | 2,5 * | 1 | - |
| cobalt alloy 20 | BAL | 33 | 2,45 | 17.5 | - | 2,5 * | 1 | - | 2,5 * | 1 | - |
| cobalt alloy 21 | BAL | 27 | 0,25 | - | 5.5 | 2,5 * | 1 | - | 3,0 * | 1 | - |
| cobalt alloy 31 | BAL | 26 | 0,5 | 7.5 | - | 10.5 | 1 | - | 2,0 * | 1 | - |
| cobalt alloy 190 | BAL | 26 | 3.3 | 14 | - | 1.0 | 1 | - | 8.0 | 0,5 | - |
| cobalt alloy 238 | BAL | 26 | 0,1 | - | 3) | - | 1 | - | 20,0 | 1 | - |
| cobalt alloy 306 | BAL | 25 | 0,4 | 2) | - | 6.0 | 1 | - | 4.0 * | 1 | Nb = 5 |
| 94 | BAL | 28 | 1 | 19 | - | 5.0 | 1 | - | 2,5 * | 1 | V = 1 |
| cobalt alloy F | BAL | 25,5 | 1,75 | 12,25 | - | 22,5 | 1 | - | 1,5 * | - | - |
| cobalt alloy SF1 | BAL | 19 | 1.3 | 13 | - | 13 | 3) | 2.5 | 3 * | 0,5 | Cu = 0,5 |
| cobalt alloy SF6 | BAL | 19 | 0,7 | 7 | - | 13 | 2.5 | 1.7 | 3 * | 0,5 | Cu = 0,5 |
| cobalt alloy SF12 | BAL | 19 | 1 | 9 | - | 13 | 3) | 2) | 3 * | 0,5 | Cu = 0,5 |
| cobalt alloy SF20 | BAL | 19 | 1.5 | 15 | - | 13 | 3) | 3) | 2 * | 0,5 | Cu = 0,5 |
| TRIBALOY T400 | BAL | 8 | 0,1 * | - | 28 | 3 * | 2.4 | - | 3 * | - | - |
| TRIBALOY T800 | BAL | 17 | 0,1 * | - | 28 | 3 * | 3.2 | - | 3 * | - | - |
| DELORO 15 | - | - | 0,06 * | - | - | BAL | 2.0 | 1,05 | 1,5 * | 20 | Cu = 20 |
| DELORO 22 | - | 0,70 | 0,10 | - | - | BAL | 2.3 | 1,75 | - | - | - |
| DELORO 40 | - | 7.0 | 0,10 | - | - | BAL | 3.5 | 2.25 | - | - | - |
| DELORO 50 | - | 10,25 | 0,45 | - | - | BAL | 4.0 | 1,85 | 4.0 | - | - |
| DELORO 60 | - | 14,25 | 0,6 | - | - | BAL | 2.0 | 3.5 | 4.0 | - | - |
| DELORO 625 | - | 22 | 0,1 | - | 9 | BAL | - | - | 5 | - | - |
| NISTELLE C | - | 16.5 | 0,12 * | 4.5 | 17 | BAL | 0,7 | - | 6.0 | - | - |
| TRIBALOY T700 | - | 15 | 0,10 * | - | 32 | BAL | 3,25 | - | - | - | - |
| Hastelloy C22® (UNS N06022) (maks.) | |||||||||||
| do | MN | P. | S. | Si | Cr | Ni | Mo | WSPÓŁ | Fe | W. | V. |
| 0,015 | 0,5 | 0,02 | 0,02 | 0,08 | 20,0–22,5 | Bal. | 12,5–14,5 | 2.5 | 2,0–6,0 | 2,5–3,5 | 0,35 |
| Hastelloy C276® (UNS N10276) (maks.) | |||||||||||
| do | MN | P. | S. | Si | Cr | Ni | Mo | WSPÓŁ | Fe | W. | V. |
| 0,01 | 1 | 0,04 | 0,03 | 0,08 | 14,5-16,5 | Bal. | 15.0-17.0 | 2.5 | 4.0–7.0 | 3,0–4,5 | 0,35 |
| Hastelloyx® (UNS N06002) (maks.) | |||||||||||
| do | MN | P. | S. | Si | Cr | Ni | Mo | WSPÓŁ | Fe | W. | inny |
| 0,05-0,15 | 1 | 0,04 | 0,03 | 1 | 20,5–23,0 | Bal. | 8,0–10,0 | 0,5–2,5 | 17,0–20,0 | 0,2–1,0 | / |
Monel 400® (UNS NO4400) (maks.)  | |||||||||||
| do | MN | S. | Si | Ni | Cu | Fe | |||||
| 0,3 | 2) | 0,024 | 0,5 | 63 min | 28–34 | 2.5 | |||||
Monel M400® (UNS NO4400) (maks.)  | |||||||||||
| do | MN | S. | Si | Ni | Cu | Fe | |||||
| 0,3 | 2) | 0,024 | 0,5 | 63–70 | 28–34 | 2.5 | |||||
Monel R405® (UNS NO4405) (maks.)  | |||||||||||
| do | MN | S. | Si | Ni | Cu | Fe | |||||
| 0,3 | 2) | 0,025–0,06 | 0,5 | 63,0 min | 28–34 | 2.5 | |||||
Monel K500® (UNS NO5500) (maks.)  | |||||||||||
| do | MN | S. | Si | Ni | Cu | Ti | AI | Fe | |||
| 0,1 | 2) | 0,01 | 0,5 | 63min | 27–33 | 0,86 | 2.3–3.15 | 2) | |||
| Inconel 600 (UNS NO6600) (maks.) | |||||||||||
| do | MN | S. | Si | Cr | Ni | Cu | Fe | ||||
| 0,15 | 1 | 0,015 | 0,5 | 14-17 | 72 min | 0,5 | 6,0–10,0 | ||||
| Inconel 601 (UNS NO6601) (maks.) | |||||||||||
| do | MN | Si | Cr | Ni | WSPÓŁ | AI | Fe | ||||
| 0,05 | 0,3 | 0.2 | 22,5 | 61,5 min | 5 | 1.4 | 14.1 | ||||
| Inconel 718 (UNS NO7718) (maks.) | |||||||||||
| Cr | Ni | Mo | WSPÓŁ | Cb + Ta | Ti | AI | Fe | ||||
| 19 | 52,5 min | 3.05 | 5 | 5.13 | 0,9 | 0,5 | 18,5 | ||||
| Analiza chemiczna Incoloy 800® uns (N08800) | |||||||||||
| do | Cr | Ni | Ti | AI | Fe | Ziarno | |||||
| 0,1 maks | 19,0–23,0 | 30,0–35,0 | 0,15-0,6 | 0,15-0,6 | 39,5 min | / | |||||
| Incoloy800H® UNS (N08810) | |||||||||||
| do | Cr | Ni | Ti | AI | Fe | Ziarno | |||||
| 0,05–0,1 | 19,0–23,0 | 30,0–35,0 | 0,15-0,60 | 0,15-0,60 | 39,5 min | 5 lub grubszy | |||||
| Incoloy800HT® UNS (N08811) | |||||||||||
| do | Cr | Ni | Ti | AI | Fe | Ziarno | |||||
| 0,06–0,10 | 19,0–23,0 | 30,0–35,0 | 0,25–0,60 | 0,25–0,60 | 39,5 min | 5 lub grubszy | |||||
Wymiary : jak na rysunkach
Cechy szczególne:
1. dobre wykończenie powierzchni;
2. Korzystamy z procesu odlewania precyzyjnego do produkcji części łopatek miksera
z białymi materiałami żelaznymi;
3. Wykonujemy hartowanie i odpuszczanie, aby uzyskać lepszą wydajność zużycia.

1. 16-letnie doświadczenie w odlewnictwie.
2. Przyjazna i wysoce wydajna komunikacja techniczna i handlowa.
3. Profesjonalne praktyki eksportowe: Wyeksportowałem do +60 krajów zamorskich.
Nasze targi 
Nasze stoisko nr 14-A29-5 w Newcast 2015, Niemcy
Pawilon 14, stoisko nr A29-5.
Skontaktuj się z nami, aby uzyskać dodatkowe informacje na temat produktów i usług:
Mr.John Liu
Menadżer projektu
Tel .: 0086–188 0059 6372
Faks: 0086-510-6879 2172
E-mail: ebcasting@126.com
Identyfikator Skype: julia.zhu26
QQ: 217039 6403
Eternal Bliss Alloy Casting & Forging Co., LTD.
Dodaj .: J-Sci-Tech Park, Binhu District, Wuxi, 214122, Jiangsu, Chiny
|
|
| MOQ: | 5 sztuk |
| Cena £: | USD40~60/kg |
| standardowe opakowanie: | Palety |
| Okres dostawy: | To zależy od zamówionej ilości. |
| metoda płatności: | przez T / T lub L / C |
| Wydajność dostaw: | 5000 ton rocznie |
Odlew kuty ze stopu niklu i stali nierdzewnej EB3541
Wykorzystanie różnych pieców indukcyjnych średniej częstotliwości i pieców VOD o małych wydajnościach zapewnia większą elastyczność produkcji specjalnych odlewów ze stopów oraz minimalne ilości topienia, a tym samym szybkie dostawy do naszych klientów.
Zabezpiecza przed korozją wszystkie obrabiane powierzchnie.
Przedmioty odpowiednio skrzyniowe, aby uniknąć uszkodzenia podczas transportu i przechowywania, jeden przedmiot na skrzynię.
Poziom jakości: zgodnie z normami krajowymi i międzynarodowymi.
Dostępne rozmiary: Dia.50mm - 1500mm.
Obszar zastosowania: przemysł wydobywczy, przemysł zaworów i pomp, przemysł obróbki cieplnej, przemysł metalurgiczny, przemysł cementowy, elektrownie, przemysł naftowy, gazowy.
Gatunek materiału:
Spawanie spawalnicze (PW)
Służy do osadzania stopów na bazie niklu i węglików, nadaje się również do stopów kobaltu, specjalnie zmodyfikowanych w postaci proszku. Proces nadaje się do obróbki większości stali, kosztownego żelaza, bazy niklowej i niektórych stopów miedzi.
Zastosowane proszki nakłada się w niższych temperaturach niż pręt, a proces ten jest idealny do zastosowań takich jak wąskie perełki lub narosty krawędzi, aby zapewnić małe odporne na zużycie obszary oraz do napawania żeliwa. Niższa temperatura powoduje nieznacznie mniejsze skalowanie i zniekształcenie niż w przypadku aplikacji prętowych.
Spray And Fuse (SF)
---- Proces powlekania natryskowego ultradźwiękowego
Rozpylanie i bezpiecznik to proces dwuetapowy, w którym stop proszku jest natryskiwany na miejsce za pomocą rozpylacza płomieniowego, a następnie łączony z palnikiem tlenowo-acetylenowym lub podobnym lub w piecu próżniowym. W procesie stosuje się specjalnie zmodyfikowane stopy bazowe kobaltu i niklu oraz węgliki zawierające proszki, osadzając gładkie, cienkie (od 1 mm do 3 mm) warstwy stopów cobalt alloy lub DELORO, metalurgicznie związane z podłożem.
Natryskiwanie plazmowe
Natryskiwanie plazmowe jest odpowiednie dla większości stopów na bazie kobaltu, niklu i żelaza, a także bardzo szerokiej gamy materiałów ceramicznych, kompozytów i węglików. Proces ten można zastosować do większości materiałów, które można przygotować przez śrutowanie. Osady są cienkie (0,1 mm do 0,2 mm), o wysokiej gęstości (zbliżone do 99% w przypadku nowszych urządzeń plazmowych o wysokiej energii), a ponieważ podłoże jest tylko nieznacznie nagrzane, można je nakładać z minimalnym zniekształceniem. Powłoki nie są jednak nakładkami zgrzewanymi i są jedynie mechanicznie związane z podłożem.
Tabela 1: Standardowe stopy bazowe kobaltu i niklu
Spawanie nakładki ze stopu stellitu
| Współ | Cr | do | W. | Mo | Ni | Si | b | Fe | Mn | Inne | |
| cobalt alloy 1 | BAL | 33 | 2,45 | 13 | - | 2,5 * | 1 | - | 2,5 * | 1 | - |
| cobalt alloy 3 | BAL | 31 | 2.5 | 13 | - | 2,5 * | 1 | - | 2,5 * | 1 | - |
| cobalt alloy 4 | BAL | 31,5 | 1 | 14 | - | 2,0 * | 1 | - | 2,0 * | 1 | - |
| BAL | 28 | 1.2 | 5 | - | 3,0 * | 1 | - | 2,5 * | 1 | - | |
| cobalt alloy 12 | BAL | 29 | 1,85 | 9 | - | 2,5 * | 1 | - | 2,5 * | 1 | - |
| cobalt alloy 20 | BAL | 33 | 2,45 | 17.5 | - | 2,5 * | 1 | - | 2,5 * | 1 | - |
| cobalt alloy 21 | BAL | 27 | 0,25 | - | 5.5 | 2,5 * | 1 | - | 3,0 * | 1 | - |
| cobalt alloy 31 | BAL | 26 | 0,5 | 7.5 | - | 10.5 | 1 | - | 2,0 * | 1 | - |
| cobalt alloy 190 | BAL | 26 | 3.3 | 14 | - | 1.0 | 1 | - | 8.0 | 0,5 | - |
| cobalt alloy 238 | BAL | 26 | 0,1 | - | 3) | - | 1 | - | 20,0 | 1 | - |
| cobalt alloy 306 | BAL | 25 | 0,4 | 2) | - | 6.0 | 1 | - | 4.0 * | 1 | Nb = 5 |
| 94 | BAL | 28 | 1 | 19 | - | 5.0 | 1 | - | 2,5 * | 1 | V = 1 |
| cobalt alloy F | BAL | 25,5 | 1,75 | 12,25 | - | 22,5 | 1 | - | 1,5 * | - | - |
| cobalt alloy SF1 | BAL | 19 | 1.3 | 13 | - | 13 | 3) | 2.5 | 3 * | 0,5 | Cu = 0,5 |
| cobalt alloy SF6 | BAL | 19 | 0,7 | 7 | - | 13 | 2.5 | 1.7 | 3 * | 0,5 | Cu = 0,5 |
| cobalt alloy SF12 | BAL | 19 | 1 | 9 | - | 13 | 3) | 2) | 3 * | 0,5 | Cu = 0,5 |
| cobalt alloy SF20 | BAL | 19 | 1.5 | 15 | - | 13 | 3) | 3) | 2 * | 0,5 | Cu = 0,5 |
| TRIBALOY T400 | BAL | 8 | 0,1 * | - | 28 | 3 * | 2.4 | - | 3 * | - | - |
| TRIBALOY T800 | BAL | 17 | 0,1 * | - | 28 | 3 * | 3.2 | - | 3 * | - | - |
| DELORO 15 | - | - | 0,06 * | - | - | BAL | 2.0 | 1,05 | 1,5 * | 20 | Cu = 20 |
| DELORO 22 | - | 0,70 | 0,10 | - | - | BAL | 2.3 | 1,75 | - | - | - |
| DELORO 40 | - | 7.0 | 0,10 | - | - | BAL | 3.5 | 2.25 | - | - | - |
| DELORO 50 | - | 10,25 | 0,45 | - | - | BAL | 4.0 | 1,85 | 4.0 | - | - |
| DELORO 60 | - | 14,25 | 0,6 | - | - | BAL | 2.0 | 3.5 | 4.0 | - | - |
| DELORO 625 | - | 22 | 0,1 | - | 9 | BAL | - | - | 5 | - | - |
| NISTELLE C | - | 16.5 | 0,12 * | 4.5 | 17 | BAL | 0,7 | - | 6.0 | - | - |
| TRIBALOY T700 | - | 15 | 0,10 * | - | 32 | BAL | 3,25 | - | - | - | - |
| Hastelloy C22® (UNS N06022) (maks.) | |||||||||||
| do | MN | P. | S. | Si | Cr | Ni | Mo | WSPÓŁ | Fe | W. | V. |
| 0,015 | 0,5 | 0,02 | 0,02 | 0,08 | 20,0–22,5 | Bal. | 12,5–14,5 | 2.5 | 2,0–6,0 | 2,5–3,5 | 0,35 |
| Hastelloy C276® (UNS N10276) (maks.) | |||||||||||
| do | MN | P. | S. | Si | Cr | Ni | Mo | WSPÓŁ | Fe | W. | V. |
| 0,01 | 1 | 0,04 | 0,03 | 0,08 | 14,5-16,5 | Bal. | 15.0-17.0 | 2.5 | 4.0–7.0 | 3,0–4,5 | 0,35 |
| Hastelloyx® (UNS N06002) (maks.) | |||||||||||
| do | MN | P. | S. | Si | Cr | Ni | Mo | WSPÓŁ | Fe | W. | inny |
| 0,05-0,15 | 1 | 0,04 | 0,03 | 1 | 20,5–23,0 | Bal. | 8,0–10,0 | 0,5–2,5 | 17,0–20,0 | 0,2–1,0 | / |
| Monel 400® (UNS NO4400) (maks.) | |||||||||||
| do | MN | S. | Si | Ni | Cu | Fe | |||||
| 0,3 | 2) | 0,024 | 0,5 | 63 min | 28–34 | 2.5 | |||||
| Monel M400® (UNS NO4400) (maks.) | |||||||||||
| do | MN | S. | Si | Ni | Cu | Fe | |||||
| 0,3 | 2) | 0,024 | 0,5 | 63–70 | 28–34 | 2.5 | |||||
| Monel R405® (UNS NO4405) (maks.) | |||||||||||
| do | MN | S. | Si | Ni | Cu | Fe | |||||
| 0,3 | 2) | 0,025–0,06 | 0,5 | 63,0 min | 28–34 | 2.5 | |||||
| Monel K500® (UNS NO5500) (maks.) | |||||||||||
| do | MN | S. | Si | Ni | Cu | Ti | AI | Fe | |||
| 0,1 | 2) | 0,01 | 0,5 | 63min | 27–33 | 0,86 | 2.3–3.15 | 2) | |||
| Inconel 600 (UNS NO6600) (maks.) | |||||||||||
| do | MN | S. | Si | Cr | Ni | Cu | Fe | ||||
| 0,15 | 1 | 0,015 | 0,5 | 14-17 | 72 min | 0,5 | 6,0–10,0 | ||||
| Inconel 601 (UNS NO6601) (maks.) | |||||||||||
| do | MN | Si | Cr | Ni | WSPÓŁ | AI | Fe | ||||
| 0,05 | 0,3 | 0.2 | 22,5 | 61,5 min | 5 | 1.4 | 14.1 | ||||
| Inconel 718 (UNS NO7718) (maks.) | |||||||||||
| Cr | Ni | Mo | WSPÓŁ | Cb + Ta | Ti | AI | Fe | ||||
| 19 | 52,5 min | 3.05 | 5 | 5.13 | 0,9 | 0,5 | 18,5 | ||||
| Analiza chemiczna Incoloy 800® uns (N08800) | |||||||||||
| do | Cr | Ni | Ti | AI | Fe | Ziarno | |||||
| 0,1 maks | 19,0–23,0 | 30,0–35,0 | 0,15-0,6 | 0,15-0,6 | 39,5 min | / | |||||
| Incoloy800H® UNS (N08810) | |||||||||||
| do | Cr | Ni | Ti | AI | Fe | Ziarno | |||||
| 0,05–0,1 | 19,0–23,0 | 30,0–35,0 | 0,15-0,60 | 0,15-0,60 | 39,5 min | 5 lub grubszy | |||||
| Incoloy800HT® UNS (N08811) | |||||||||||
| do | Cr | Ni | Ti | AI | Fe | Ziarno | |||||
| 0,06–0,10 | 19,0–23,0 | 30,0–35,0 | 0,25–0,60 | 0,25–0,60 | 39,5 min | 5 lub grubszy | |||||
Wymiary : jak na rysunkach
Cechy szczególne:
1. dobre wykończenie powierzchni;
2. Korzystamy z procesu odlewania precyzyjnego do produkcji części łopatek miksera
z białymi materiałami żelaznymi;
3. Wykonujemy hartowanie i odpuszczanie, aby uzyskać lepszą wydajność zużycia.
1. 16-letnie doświadczenie w odlewnictwie.
2. Przyjazna i wysoce wydajna komunikacja techniczna i handlowa.
3. Profesjonalne praktyki eksportowe: Wyeksportowałem do +60 krajów zamorskich.
Nasze targi
Nasze stoisko nr 14-A29-5 w Newcast 2015, Niemcy
Pawilon 14, stoisko nr A29-5.
Skontaktuj się z nami, aby uzyskać dodatkowe informacje na temat produktów i usług:
Mr.John Liu
Menadżer projektu
Tel .: 0086–188 0059 6372
Faks: 0086-510-6879 2172
E-mail: ebcasting@126.com
Identyfikator Skype: julia.zhu26
QQ: 217039 6403
Eternal Bliss Alloy Casting & Forging Co., LTD.
Dodaj .: J-Sci-Tech Park, Binhu District, Wuxi, 214122, Jiangsu, Chiny

